

深孔鉆操作方式與用途
文章作者:臺翰機械 發(fā)布時間: 瀏覽次數(shù):3322次
摘要:深孔鉆操作方式與用途, 在如今的自動化機械化的制造業(yè)中,數(shù)控CNC在自動化中起到不可代替的作用
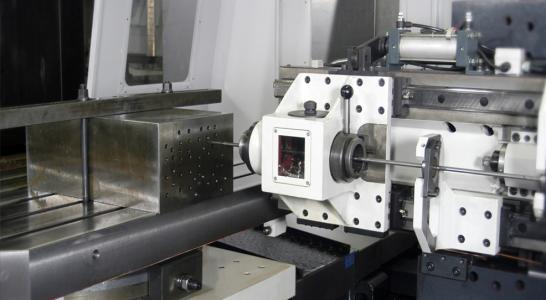
在如今的自動化機械化的制造業(yè)中,數(shù)控CNC在自動化中起到不可代替的作用。深孔機床深孔機床主要有臥式深孔鉆鏜床,立式深孔鉆鏜床,深孔槍鉆,深孔桁磨機。深孔加工機床根據(jù)工件的長短選用兩種加工工件藝:短工件采用授油器授油并液壓頂緊.工件打孔攻絲(工具:絲攻或絲錐)的人工搖臂鉆慢慢的也被深孔鉆所代替,由于深孔鉆的轉(zhuǎn)速(快,精度(精確度)高,也解決了不少加工件企業(yè)的成本難題,深孔鉆的靈活性與適用性得到了Zui為效率的數(shù)控機械(現(xiàn)代制造技術(shù)的核心)稱號。 深孔鉆設(shè)備的行程與轉(zhuǎn)速都是由工件的大小所決定的,在有效行程與孔徑范圍類的工件都深受企業(yè)與操作(operate)人員的喜愛,自動化與手動化兩級操作,調(diào)節(jié)方便與使用操作簡單的工序,在機械制造業(yè)、如閥門(作用:控制部件)制造業(yè)、水暖五金業(yè)、汽車摩托配件、有色金屬(如銅、鉛、鋅)壓鑄加工業(yè)、電子及零部件加工等行業(yè)得以廣泛應(yīng)用。深孔鉆的手輪控制定位分中操作,在CNC系統(tǒng)進(jìn)行編程參數(shù)設(shè)置,在精準(zhǔn)在小于0.02mm的精度。企業(yè)會派專人培訓(xùn)(作用:知識傳遞、技能傳遞、標(biāo)準(zhǔn)傳遞)調(diào)試安裝(ān zhuāng)設(shè)備的精度高,大大降低了工件的孔徑誤差。深孔鉆的操作是先進(jìn)行打孔操作,在操作一次性打孔完成后進(jìn)行攻牙操作,雙軸鉆攻機的并不是雙軸一起打孔操作的,一個軸是打孔軸,另一個軸是攻牙軸。兩種使用的主軸(Spindle)馬達(dá)也是不一樣的,因為攻牙的操作是正反旋轉(zhuǎn)的絲口與牙口。有著伺服電機的主軸轉(zhuǎn)速是可達(dá)到24000轉(zhuǎn)/min,在有效行程的范圍類加工零件也是效率極高。
選擇(Select)深孔鉆的目的是為減少人工成本與效率問題,本司產(chǎn)品就可確保這兩個問題解決,在使用與售后服務(wù)上可以放心。
深孔鉆深孔的加工特點:
1.刀桿細(xì)長剛性差,冷卻困難切屑難排。
2.由于刀具在孔內(nèi)切削,切削情況和刀具磨損無法觀察。
鉆深孔方法:
1.直徑3~20mm用槍孔鉆。
2.直徑20~65mm用高壓內(nèi)排屑深孔鉆或用噴吸鉆,也可用可轉(zhuǎn)位刀片交錯齒深孔鉆立式深孔鉆
用特制的深孔鉆頭鉆削深孔時,刀具工作進(jìn)給一段后快速退出,工件進(jìn)行排屑,然后快速趨近加工部位再繼續(xù)工作進(jìn)給,如此多次往復(fù),直至加工出所要求孔深的進(jìn)給,稱為分級進(jìn)給.深孔機床長工件采用由鏜桿尾部授油,四爪卡盤夾緊。授油器采用創(chuàng)新的主軸式結(jié)構(gòu)形式,承重性能有很大提高,旋轉(zhuǎn)精度更高。床身導(dǎo)軌采用適宜深孔加工機床的雙矩形導(dǎo)軌,承載能力大,導(dǎo)向精度好.深孔鉆深孔鉆是一款專門用于加工深孔的鉆頭,其可分為外排屑和內(nèi)排屑兩類。深鉆孔Zui大的缺點就是散熱和排屑困難。專門用于加工深孔的鉆頭。在機械加工中通常把孔深與孔徑之比大于6的孔稱為深孔。深孔鉆削時,散熱和排屑困難,且因鉆桿細(xì)長而剛性差,易產(chǎn)生彎曲和振動。一般都要借助壓力冷卻系統(tǒng)解決冷卻和排屑問題。
本文由自動鉆孔機廠家-臺翰機械整理發(fā)布,轉(zhuǎn)載請注明出處,原文地址:http://www.tradekeyzh.cn/news/133.html
上一篇:鋁合金鉆孔機的使用方法
下一篇:全自動深孔機床價格與實用性成正比
延伸閱讀
Zui新資訊
/NEWS消息") 在線客服
在線客服