

深孔鉆回轉(zhuǎn)工作臺(tái)的傳動(dòng)特點(diǎn)
文章作者:臺(tái)翰機(jī)械 發(fā)布時(shí)間: 瀏覽次數(shù):2135次
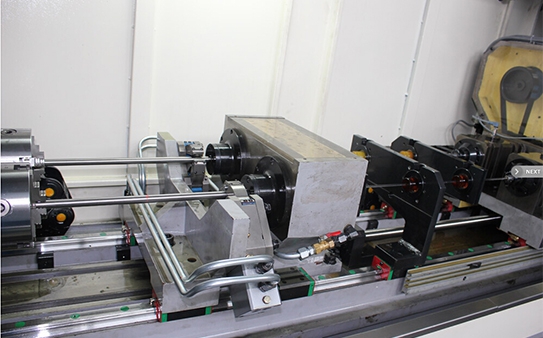
摘要:深孔鉆回轉(zhuǎn)工作臺(tái)的傳動(dòng)特點(diǎn),?深孔鉆的數(shù)控回轉(zhuǎn)工作臺(tái)傳動(dòng)方案:伺服馬達(dá)-齒輪傳動(dòng)-蝸桿傳動(dòng)-工作臺(tái)。立式深孔鉆用特制的深孔鉆頭鉆削深孔時(shí),刀具工作進(jìn)給一段后快速退出,工件進(jìn)行排屑,
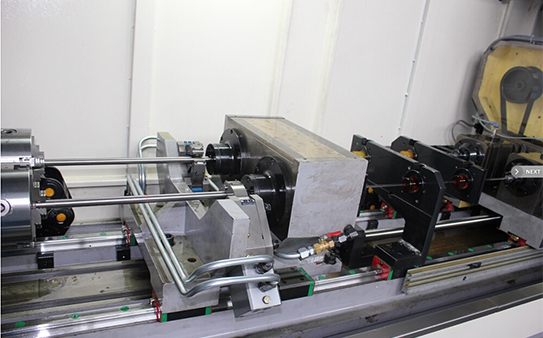
深孔鉆的數(shù)控回轉(zhuǎn)工作臺(tái)傳動(dòng)方案:伺服馬達(dá)-齒輪傳動(dòng)-蝸桿傳動(dòng)-工作臺(tái)。立式深孔鉆用特制的深孔鉆頭鉆削深孔時(shí),刀具工作進(jìn)給一段后快速退出,工件進(jìn)行排屑,然后快速趨近加工部位再繼續(xù)工作進(jìn)給,如此多次往復(fù),直至加工出所要求孔深的進(jìn)給,稱為分級(jí)進(jìn)給.深孔機(jī)床深孔機(jī)床主要有臥式深孔鉆鏜床,立式深孔鉆鏜床,深孔槍鉆,深孔桁磨機(jī)。深孔加工機(jī)床根據(jù)工件的長(zhǎng)短選用兩種加工工件藝:短工件采用授油器授油并液壓頂緊.鉆孔機(jī)鉆孔機(jī)有半自動(dòng)鉆孔機(jī)和全自動(dòng)鉆孔機(jī),隨著人力資源成本的增加;大多數(shù)企業(yè)均考慮全自動(dòng)鉆孔機(jī)作為發(fā)展方向。隨著時(shí)代的發(fā)展,自動(dòng)鉆孔機(jī)的鉆孔技術(shù)的提升,采用全自動(dòng)鉆孔機(jī)對(duì)各種五金模具 表帶鉆孔 表帶鉆孔 首飾進(jìn)行鉆孔優(yōu)勢(shì)明顯。深孔鉆機(jī)床導(dǎo)軌經(jīng)過(guò)了淬火處理,耐磨性較高。適用于機(jī)床制造、機(jī)車(chē)、船舶、煤機(jī)、液壓、動(dòng)力機(jī)械、風(fēng)動(dòng)機(jī)械等行業(yè)的鏜削、滾壓加工,使工件粗糙度達(dá)0.4-0.8μm。
深孔鉆深孔的加工特點(diǎn):
刀桿細(xì)長(zhǎng)剛性差,冷卻困難切屑難排。
由于刀具在孔內(nèi)切削,切削情況和刀具磨損無(wú)法觀察。
鉆深孔方法:
直徑3~20mm用槍孔鉆。
直徑20~65mm用高壓內(nèi)排屑深孔鉆或用噴吸鉆,也可用可轉(zhuǎn)位刀片交錯(cuò)齒深孔鉆改傳動(dòng)系統(tǒng)有如下優(yōu)點(diǎn);齒輪傳動(dòng)承受載荷能力較高,傳動(dòng)運(yùn)動(dòng)準(zhǔn)確、平穩(wěn),傳遞功率(指物體在單位時(shí)間內(nèi)所做的功的多少)和圓周速度范圍很大,傳動(dòng)效率高,結(jié)構(gòu)緊湊。
蝸桿傳動(dòng)的特點(diǎn):
一、傳動(dòng)比大。在分度機(jī)構(gòu)中可達(dá)到1000以上,與其他傳動(dòng)形式相比,傳動(dòng)比相同時(shí),機(jī)構(gòu)尺寸小,因而結(jié)構(gòu)緊湊。
二、傳動(dòng)平穩(wěn)。蝸桿齒是連續(xù)的螺旋齒,與渦輪的齒合是連續(xù)的,因此,傳動(dòng)平穩(wěn),噪聲低。
三、可以自鎖。當(dāng)蝸桿的導(dǎo)程角小于齒輪間的當(dāng)量摩擦角時(shí),若蝸桿為主動(dòng)件,機(jī)械將自鎖。這種蝸桿傳動(dòng)常用于起重裝置中。
本文由自動(dòng)鉆孔機(jī)廠家-臺(tái)翰機(jī)械整理發(fā)布,轉(zhuǎn)載請(qǐng)注明出處,原文地址:http://www.tradekeyzh.cn/news/160.html
延伸閱讀
-
18-09-01深孔鉆回轉(zhuǎn)工作臺(tái)的傳動(dòng)特點(diǎn),?深孔鉆的數(shù)控回轉(zhuǎn)工作臺(tái)傳動(dòng)方案:伺服馬達(dá)-齒輪傳動(dòng)-蝸桿傳動(dòng)-工作臺(tái)。立式深孔鉆用特制的深孔鉆頭鉆削深孔時(shí),刀具工作進(jìn)給一段后快速退出,工件進(jìn)行排屑,
-
18-09-01深孔鉆回轉(zhuǎn)工作臺(tái)的傳動(dòng)特點(diǎn),?深孔鉆的數(shù)控回轉(zhuǎn)工作臺(tái)傳動(dòng)方案:伺服馬達(dá)-齒輪傳動(dòng)-蝸桿傳動(dòng)-工作臺(tái)。立式深孔鉆用特制的深孔鉆頭鉆削深孔時(shí),刀具工作進(jìn)給一段后快速退出,工件進(jìn)行排屑,
-
18-09-01深孔鉆回轉(zhuǎn)工作臺(tái)的傳動(dòng)特點(diǎn),?深孔鉆的數(shù)控回轉(zhuǎn)工作臺(tái)傳動(dòng)方案:伺服馬達(dá)-齒輪傳動(dòng)-蝸桿傳動(dòng)-工作臺(tái)。立式深孔鉆用特制的深孔鉆頭鉆削深孔時(shí),刀具工作進(jìn)給一段后快速退出,工件進(jìn)行排屑,
-
18-09-01深孔鉆回轉(zhuǎn)工作臺(tái)的傳動(dòng)特點(diǎn),?深孔鉆的數(shù)控回轉(zhuǎn)工作臺(tái)傳動(dòng)方案:伺服馬達(dá)-齒輪傳動(dòng)-蝸桿傳動(dòng)-工作臺(tái)。立式深孔鉆用特制的深孔鉆頭鉆削深孔時(shí),刀具工作進(jìn)給一段后快速退出,工件進(jìn)行排屑,
-
18-09-01深孔鉆回轉(zhuǎn)工作臺(tái)的傳動(dòng)特點(diǎn),?深孔鉆的數(shù)控回轉(zhuǎn)工作臺(tái)傳動(dòng)方案:伺服馬達(dá)-齒輪傳動(dòng)-蝸桿傳動(dòng)-工作臺(tái)。立式深孔鉆用特制的深孔鉆頭鉆削深孔時(shí),刀具工作進(jìn)給一段后快速退出,工件進(jìn)行排屑,
-
18-09-01深孔鉆回轉(zhuǎn)工作臺(tái)的傳動(dòng)特點(diǎn),?深孔鉆的數(shù)控回轉(zhuǎn)工作臺(tái)傳動(dòng)方案:伺服馬達(dá)-齒輪傳動(dòng)-蝸桿傳動(dòng)-工作臺(tái)。立式深孔鉆用特制的深孔鉆頭鉆削深孔時(shí),刀具工作進(jìn)給一段后快速退出,工件進(jìn)行排屑,
-
18-09-01深孔鉆回轉(zhuǎn)工作臺(tái)的傳動(dòng)特點(diǎn),?深孔鉆的數(shù)控回轉(zhuǎn)工作臺(tái)傳動(dòng)方案:伺服馬達(dá)-齒輪傳動(dòng)-蝸桿傳動(dòng)-工作臺(tái)。立式深孔鉆用特制的深孔鉆頭鉆削深孔時(shí),刀具工作進(jìn)給一段后快速退出,工件進(jìn)行排屑,
-
18-09-01深孔鉆回轉(zhuǎn)工作臺(tái)的傳動(dòng)特點(diǎn),?深孔鉆的數(shù)控回轉(zhuǎn)工作臺(tái)傳動(dòng)方案:伺服馬達(dá)-齒輪傳動(dòng)-蝸桿傳動(dòng)-工作臺(tái)。立式深孔鉆用特制的深孔鉆頭鉆削深孔時(shí),刀具工作進(jìn)給一段后快速退出,工件進(jìn)行排屑,
-
18-09-01深孔鉆回轉(zhuǎn)工作臺(tái)的傳動(dòng)特點(diǎn),?深孔鉆的數(shù)控回轉(zhuǎn)工作臺(tái)傳動(dòng)方案:伺服馬達(dá)-齒輪傳動(dòng)-蝸桿傳動(dòng)-工作臺(tái)。立式深孔鉆用特制的深孔鉆頭鉆削深孔時(shí),刀具工作進(jìn)給一段后快速退出,工件進(jìn)行排屑,
-
18-09-01深孔鉆回轉(zhuǎn)工作臺(tái)的傳動(dòng)特點(diǎn),?深孔鉆的數(shù)控回轉(zhuǎn)工作臺(tái)傳動(dòng)方案:伺服馬達(dá)-齒輪傳動(dòng)-蝸桿傳動(dòng)-工作臺(tái)。立式深孔鉆用特制的深孔鉆頭鉆削深孔時(shí),刀具工作進(jìn)給一段后快速退出,工件進(jìn)行排屑,
Zui新資訊
/NEWS猜您想找
/News- 深孔鉆編程多久能學(xué)會(huì)?
- 立式精密深孔鉆應(yīng)用范圍,相對(duì)傳統(tǒng)機(jī)床的鉆孔加工優(yōu)勢(shì)
- 1500米深孔鉆機(jī)有哪些特點(diǎn) 1500米深孔鉆機(jī)的適用范圍是什么
- 高檔數(shù)控機(jī)床是一種現(xiàn)代化高技術(shù)含量的工作母機(jī)
- 數(shù)控深孔鉆數(shù)控車(chē)床對(duì)主軸軸承旋轉(zhuǎn)的規(guī)定
- 鉆攻一體機(jī)的使用環(huán)境會(huì)影響機(jī)床壽命嗎?
- 鉆孔機(jī)怎么補(bǔ)孔?有點(diǎn)麻煩
- 84數(shù)控鉆孔機(jī)怎么鎖定參數(shù)?詳細(xì)指令命令介紹
- 立式深孔鉆哪家便宜?廠家推薦!
- 成都哪兒有招深孔鉆?招聘條件
- 自動(dòng)鉆攻機(jī)壽命有多長(zhǎng)?
- 深孔鉆突破核心技術(shù)機(jī)械行業(yè)確定了“十三五”創(chuàng)新任務(wù)