

如何解決立式深孔鉆轉動速度慢問題?
文章作者:臺翰機械 發布時間: 瀏覽次數:2901次
摘要:如何解決立式深孔鉆轉動速度慢問題, 說到立式深孔鉆影響鉆孔轉速的因素還是蠻多的,外部因素與鉆床內部因素所決定的轉速快慢問題。
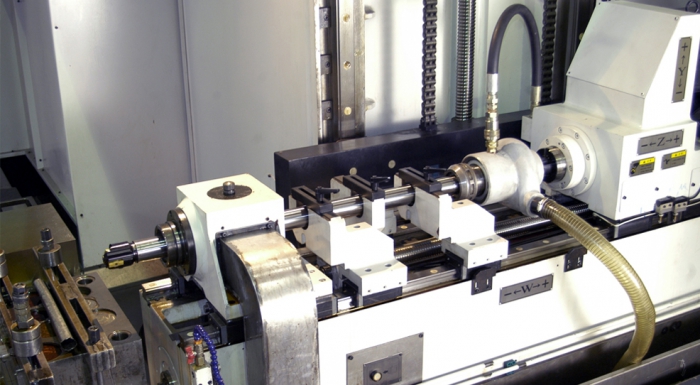
說到立式深孔鉆影響鉆孔轉速的因素還是蠻多的,外部因素與鉆床內部因素所決定的轉速快慢問題。立式深孔鉆用特制的深孔鉆頭鉆削深孔時,刀具工作進給一段后快速退出,工件進行排屑,然后快速趨近加工部位再繼續工作進給,如此多次往復,直至加工出所要求孔深的進給,稱為分級進給.深孔鉆深孔鉆是一款專門用于加工深孔的鉆頭,其可分為外排屑和內排屑兩類。深鉆孔Zui大的缺點就是散熱和排屑困難。專門用于加工深孔的鉆頭。在機械加工中通常把孔深與孔徑之比大于6的孔稱為深孔。深孔鉆削時,散熱和排屑困難,且因鉆桿細長而剛性差,易產生彎曲和振動。一般都要借助壓力冷卻系統解決冷卻和排屑問題。比如:鉆孔材質、種類、下孔大小、切削液的使用條件等等因素。所以在選擇立式深孔鉆的時候一定要考慮這些因素,這也是作為銷售方對于客戶的需求經行了解的。
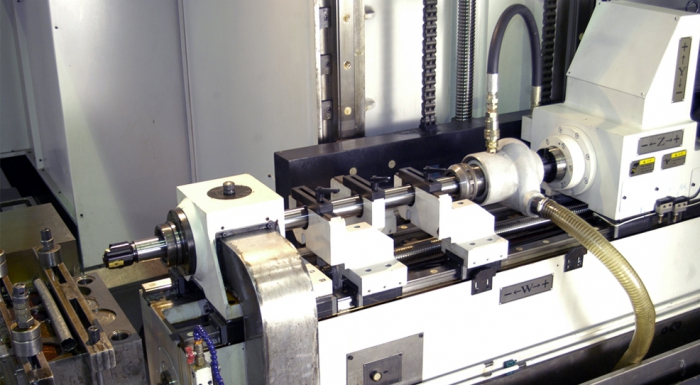
立式深孔鉆的速度相對于其他操作要快很多,比如:切削、攻牙。深孔鉆機床導軌經過了淬火處理,耐磨性較高。適用于機床制造、機車、船舶、煤機、液壓、動力機械、風動機械等行業的鏜削、滾壓加工,使工件粗糙度達0.4-0.8μm。具有伺服馬達的帶動下轉速Zui大可達到2500轉/秒,不同的鉆孔材質進行參數與鉆頭進行調整,這樣不會因我速度過高而產生早期的磨損與消耗,長時間會對絲錐的壽命產生影響,不可忽視的是控制好鉆孔的速度為重要。
立式深孔鉆牙距A、B齒輪(Gear)配合,A、B轉軸與主軸(Spindle)依牙距推進完全配合,垂直穩定、精確、精密度(單位:g/cm3或kg/m3)特別高,立式深孔鉆螺絲攻牙時前進與后退不必出力就能運轉自如,而同時決定于優良的加工物品,不會造成粗細不同螺紋,針對薄板和輕合金屬,合成(解釋:由幾個部分合并成一個整體)樹脂等軟質品也能攻出完美螺紋。
方型可調式我軸器結構與圓型相同,工作孔距如屬直線或長方型萬向多軸器,以免移位置太大損害萬向節接頭壽命,立式深孔鉆的使用方法與圓型相同,盡量配合工作之孔距坐標,設計齒輪箱結構即定鏜孔位,調整時不能超過規定的角度15度,如超過此極限心軸易磨損(零部件失效的一種基本類型)或撕裂,工作時應經常加潤滑油脂。
上述幾點都是影響鉆頭的主要源頭,切記一定要按照規定的來操作,立式深孔鉆的日常維護也是有必要的,不要只用不修,只修不養的方法對待設備,這樣會減短設備的使用周期就會得不償失了。鉆孔機鉆孔機有半自動鉆孔機和全自動鉆孔機,隨著人力資源成本的增加;大多數企業均考慮全自動鉆孔機作為發展方向。隨著時代的發展,自動鉆孔機的鉆孔技術的提升,采用全自動鉆孔機對各種五金模具 表帶鉆孔 表帶鉆孔 首飾進行鉆孔優勢明顯。深孔鉆深孔鉆是一款專門用于加工深孔的鉆頭,其可分為外排屑和內排屑兩類。深鉆孔Zui大的缺點就是散熱和排屑困難。專門用于加工深孔的鉆頭。在機械加工中通常把孔深與孔徑之比大于6的孔稱為深孔。深孔鉆削時,散熱和排屑困難,且因鉆桿細長而剛性差,易產生彎曲和振動。一般都要借助壓力冷卻系統解決冷卻和排屑問題。
本文由自動鉆孔機廠家-臺翰機械整理發布,轉載請注明出處,原文地址:http://www.tradekeyzh.cn/news/173.html
上一篇:深孔鉆的工件如何控制精度問題
下一篇:小型鉆攻機的使用價值,加工特點
延伸閱讀
Zui新資訊
/NEWS 在線客服
在線客服